Sensors and Actuators A: Physical ( IF 4.1 ) Pub Date : 2019-11-21 , DOI: 10.1016/j.sna.2019.111713 Amirhesam Banejad , Mohammad Passandideh-Fard , Hamidreza Niknam , Mohammad Javad Mirshojaeian Hosseini , Seyed Ali Mousavi Shaegh
|
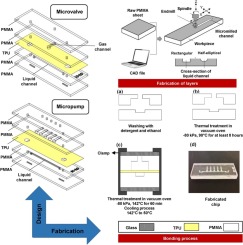
Various designs and fabrication methods have been recently developed for the fabrication of whole-thermoplastic microfluidic actuators. In view of fabrication methods, micromilling has attracted attentions for high-precision micromachining of complex microfluidic structures. This method is also employed for cost-effective rapid prototyping of microdevices. In this study, the impacts of micromilled structures on the performance of gas-actuated microvalves and micropumps were reported. The liquid channels of the actuators were fabricated in rectangular and half-elliptical cross-sections in Poly(methyl methacrylate) PMMA to explore the geometrical effects on valving and pumping functions. Unlike the microvalve with rectangular cross-section, that of half-elliptical cross-section presented a leakage-free operation. Regarding the experimental characterization of micropumps, the maximum flow rates of 350.23 ± 6.13 and 382.50 ± 5.38 μl/min were obtained for the micropumps with rectangular and half-elliptical cross-sections, respectively. Compared to the rectangular cross-section, the half-elliptical one was more efficient in production of maximum flow rates at lower actuation gas pressures. However, fabricating rectangular micropump is more cost-effective in terms of required time and manpower. Thus, the appropriate channel design for micropump fabrication is determined by the final application of the pump, the operating conditions and the fabrication costs. Moreover, the robust performance of the actuators revealed that the presented method enables the production of microfluidic actuators for applications with long-term durability.
中文翻译:
具有矩形和半椭圆形横截面的微粉化液体通道的全热塑性微阀和微泵的设计,制造和实验表征
最近已经开发出各种设计和制造方法来制造全热塑性微流体致动器。考虑到制造方法,微铣削已引起人们对复杂微流体结构的高精度微加工的关注。该方法还用于微设备的经济高效的快速原型制作。在这项研究中,报告了微型铣削结构对气动微型阀和微型泵性能的影响。执行器的液体通道以聚甲基丙烯酸甲酯PMMA的矩形和半椭圆形横截面制成,以探索对阀和泵送功能的几何影响。与具有矩形横截面的微型阀不同,半椭圆形横截面的微型阀具有无泄漏操作。关于微型泵的实验特性,对于矩形和半椭圆形横截面的微型泵,最大流量分别为350.23±6.13和382.50±5.38μl/ min。与矩形横截面相比,半椭圆形横截面在较低的致动气体压力下产生最大流量的效率更高。然而,就所需的时间和人力而言,制造矩形微型泵更具成本效益。因此,用于微型泵制造的适当通道设计取决于泵的最终应用,操作条件和制造成本。此外,执行器的强大性能表明,所提出的方法能够生产具有长期耐用性的微流体执行器。对于具有矩形和半椭圆形横截面的微型泵,最大流速分别为350.23±6.13和382.50±5.38μl/ min。与矩形横截面相比,半椭圆形横截面在较低的致动气体压力下产生最大流量的效率更高。但是,就所需的时间和人力而言,制造矩形微型泵更具成本效益。因此,用于微型泵制造的适当通道设计取决于泵的最终应用,操作条件和制造成本。此外,执行器的强大性能表明,所提出的方法能够生产具有长期耐用性的微流体执行器。对于具有矩形和半椭圆形横截面的微型泵,最大流速分别为350.23±6.13和382.50±5.38μl/ min。与矩形横截面相比,半椭圆形横截面在较低的致动气体压力下产生最大流量的效率更高。但是,就所需的时间和人力而言,制造矩形微型泵更具成本效益。因此,用于微型泵制造的适当通道设计取决于泵的最终应用,操作条件和制造成本。此外,执行器的强大性能表明,所提出的方法能够生产具有长期耐用性的微流体执行器。对于具有矩形和半椭圆形横截面的微型泵,分别获得38μl/ min。与矩形横截面相比,半椭圆形横截面在较低的致动气体压力下产生最大流量的效率更高。但是,就所需的时间和人力而言,制造矩形微型泵更具成本效益。因此,用于微型泵制造的适当通道设计取决于泵的最终应用,操作条件和制造成本。此外,执行器的强大性能表明,所提出的方法能够生产具有长期耐用性的微流体执行器。对于具有矩形和半椭圆形横截面的微型泵,分别获得38μl/ min。与矩形横截面相比,半椭圆形横截面在较低的驱动气体压力下产生最大流量的效率更高。但是,就所需的时间和人力而言,制造矩形微型泵更具成本效益。因此,用于微型泵制造的适当通道设计取决于泵的最终应用,操作条件和制造成本。此外,执行器的强大性能表明,所提出的方法能够生产具有长期耐用性的微流体执行器。半椭圆形阀在较低的驱动气体压力下产生最大流量时效率更高。然而,就所需的时间和人力而言,制造矩形微型泵更具成本效益。因此,用于微型泵制造的适当通道设计取决于泵的最终应用,操作条件和制造成本。此外,执行器的强大性能表明,所提出的方法能够生产具有长期耐用性的微流体执行器。在较低的驱动气体压力下,半椭圆形阀在产生最大流量时效率更高。但是,就所需的时间和人力而言,制造矩形微型泵更具成本效益。因此,用于微型泵制造的适当通道设计取决于泵的最终应用,操作条件和制造成本。此外,执行器的强大性能表明,所提出的方法能够生产具有长期耐用性的微流体执行器。微型泵制造的合适通道设计取决于泵的最终应用,运行条件和制造成本。此外,执行器的强大性能表明,所提出的方法能够生产具有长期耐用性的微流体执行器。微型泵制造的合适通道设计取决于泵的最终应用,运行条件和制造成本。此外,执行器的强大性能表明,所提出的方法能够生产具有长期耐用性的微流体执行器。
































 京公网安备 11010802027423号
京公网安备 11010802027423号