当前位置:
X-MOL 学术
›
Int. J. Mech. Sci.
›
论文详情
Our official English website, www.x-mol.net, welcomes your feedback! (Note: you will need to create a separate account there.)
Melt pool control-assisted additive manufacturing of thin-walled parts
International Journal of Mechanical Sciences ( IF 7.1 ) Pub Date : 2024-06-26 , DOI: 10.1016/j.ijmecsci.2024.109519 Youyu Su , Gang Xu , Xiang Xu , Hongmei Zhang , Kaiyu Luo , Jinzhong Lu
International Journal of Mechanical Sciences ( IF 7.1 ) Pub Date : 2024-06-26 , DOI: 10.1016/j.ijmecsci.2024.109519 Youyu Su , Gang Xu , Xiang Xu , Hongmei Zhang , Kaiyu Luo , Jinzhong Lu
|
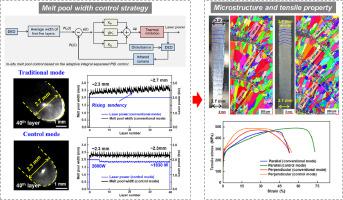
Thin-walled aerospace components manufactured by laser directed energy deposition are susceptible to thermal accumulation effects owing to their deposition path and efficiency, further leading to the edge collapse. The melt pool width, as the carrier of thermal input, is an important geometric factor reflecting the state of the melt pool. Therefore, an in-situ melt pool control technique was proposed. The melt pool width as the control target was monitored using a coaxial camera, and the laser power was adjusted in real time based on the proportional-integral-derivative algorithm. A thermal accumulation model in conventional mode and a thermal suppression model in control mode were derived. The surface roughness, porosity, microstructure, and tensile properties of AISI 316 L stainless steel were compared between two modes. The results demonstrated that the roughness and porosity of thin-walled parts were respectively reduced by 45.3% and 82.7% after control. The periodic evolution of interlayer columnar and equiaxed crystals, and the increase in deformation twins contributed to a simultaneous increase in tensile strength and toughness, with a maximum increase of 35.7% in elongation.
中文翻译:

熔池控制辅助薄壁零件增材制造
通过激光定向能量沉积制造的薄壁航空航天部件由于其沉积路径和效率而容易受到热累积效应的影响,从而进一步导致边缘塌陷。熔池宽度作为热输入的载体,是反映熔池状态的重要几何因素。因此,提出了一种原位熔池控制技术。采用同轴相机监测作为控制目标的熔池宽度,并基于比例积分微分算法实时调整激光功率。推导了常规模式下的热积累模型和控制模式下的热抑制模型。比较了两种模式下 AISI 316 L 不锈钢的表面粗糙度、孔隙率、显微组织和拉伸性能。结果表明,控制后薄壁件的粗糙度和孔隙率分别降低了45.3%和82.7%。层间柱状和等轴晶的周期性演化以及形变孪晶的增加导致抗拉强度和韧性同时增加,伸长率最大增加了35.7%。
更新日期:2024-06-26
中文翻译:
熔池控制辅助薄壁零件增材制造
通过激光定向能量沉积制造的薄壁航空航天部件由于其沉积路径和效率而容易受到热累积效应的影响,从而进一步导致边缘塌陷。熔池宽度作为热输入的载体,是反映熔池状态的重要几何因素。因此,提出了一种原位熔池控制技术。采用同轴相机监测作为控制目标的熔池宽度,并基于比例积分微分算法实时调整激光功率。推导了常规模式下的热积累模型和控制模式下的热抑制模型。比较了两种模式下 AISI 316 L 不锈钢的表面粗糙度、孔隙率、显微组织和拉伸性能。结果表明,控制后薄壁件的粗糙度和孔隙率分别降低了45.3%和82.7%。层间柱状和等轴晶的周期性演化以及形变孪晶的增加导致抗拉强度和韧性同时增加,伸长率最大增加了35.7%。











































 京公网安备 11010802027423号
京公网安备 11010802027423号