当前位置:
X-MOL 学术
›
Int. J. Mech. Sci.
›
论文详情
Our official English website, www.x-mol.net, welcomes your feedback! (Note: you will need to create a separate account there.)
A new spinning-extrusion forming technology for the inner-ribbed component
International Journal of Mechanical Sciences ( IF 7.1 ) Pub Date : 2024-06-19 , DOI: 10.1016/j.ijmecsci.2024.109494 Pengfei Gao , Yili Gong , Zhipeng Ren , Mei Zhan
International Journal of Mechanical Sciences ( IF 7.1 ) Pub Date : 2024-06-19 , DOI: 10.1016/j.ijmecsci.2024.109494 Pengfei Gao , Yili Gong , Zhipeng Ren , Mei Zhan
|
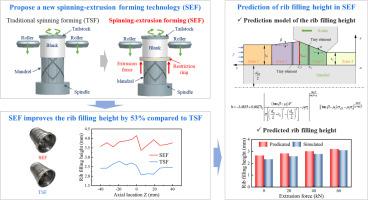
To solve the problem that the rib filling height is low in the traditional spinning forming (TSF) of ribbed component, a new spinning-extrusion forming technology (SEF) was proposed. A convenient device was built to conduct the SEF experiment, whose results show that the new SEF can greatly increase the rib filling height by 53% compared with the TSF. Moreover, the improvement mechanism and prediction model of rib filling height in the SEF were investigated. It is found that the rib filling in SEF is mainly dependent on two deformation stages: tension-shear deformation, which makes the material accumulate and bulge above the rib groove; compression-shear deformation, which makes the accumulated material fill into the rib groove. The final rib filling height is linear dependent on the material bulge amount in the tension-shear deformation stage. And, the improvement of rib filling by SEF lies in it can enhance the duration and deformation amount of tension-shear deformation stage, thus improve the material bulge amount in contrast to the TSF. On these bases, taking the material bulge region in SEF as object, slab method was used to analyze its deformation mechanics and establish the differential mechanical equilibrium equations; Thamasett method was adapted to calculate the spinning force; synthetically, the material bulge amount was theoretically calculated. Then, combing the linear relation between the material bulge amount and rib filling height, the model for prediction of rib filling height in the SEF was developed. The predicted rib filling heights under various processing parameters indicate that the rib filling height can be improved by increasing the extrusion force, thickness reduction rate, feed ratio and roller attack angle in the SEF.
中文翻译:

内筋件旋压挤压成形新技术
针对传统带肋构件旋压成形(TSF)中肋条填充高度较低的问题,提出了一种新的旋压-挤压成形技术(SEF)。搭建了方便的装置进行SEF实验,结果表明,与TSF相比,新型SEF可大幅提高肋条填充高度53%。此外,还研究了SEF中肋条填充高度的改进机制和预测模型。研究发现,SEF中的肋填充主要依赖于两个变形阶段:拉剪变形,使材料在肋槽上方积聚并凸出;压剪变形,使积聚的材料充满肋槽。最终的肋填充高度与拉剪变形阶段的材料凸出量成线性关系。而且,SEF对筋填充的改进在于它可以增加拉剪变形阶段的持续时间和变形量,从而相对于TSF提高材料的膨胀量。在此基础上,以SEF中材料凸出区域为对象,采用平板法分析其变形力学,建立微分力学平衡方程;采用塔马塞特法计算旋转力;综合起来,从理论上计算了材料的膨胀量。然后,结合材料膨胀量与筋填充高度之间的线性关系,建立了SEF中筋填充高度的预测模型。不同加工参数下的预测筋填充高度表明,可以通过增加SEF中的挤压力、厚度减少率、进给比和滚子攻角来提高筋填充高度。
更新日期:2024-06-19
中文翻译:
内筋件旋压挤压成形新技术
针对传统带肋构件旋压成形(TSF)中肋条填充高度较低的问题,提出了一种新的旋压-挤压成形技术(SEF)。搭建了方便的装置进行SEF实验,结果表明,与TSF相比,新型SEF可大幅提高肋条填充高度53%。此外,还研究了SEF中肋条填充高度的改进机制和预测模型。研究发现,SEF中的肋填充主要依赖于两个变形阶段:拉剪变形,使材料在肋槽上方积聚并凸出;压剪变形,使积聚的材料充满肋槽。最终的肋填充高度与拉剪变形阶段的材料凸出量成线性关系。而且,SEF对筋填充的改进在于它可以增加拉剪变形阶段的持续时间和变形量,从而相对于TSF提高材料的膨胀量。在此基础上,以SEF中材料凸出区域为对象,采用平板法分析其变形力学,建立微分力学平衡方程;采用塔马塞特法计算旋转力;综合起来,从理论上计算了材料的膨胀量。然后,结合材料膨胀量与筋填充高度之间的线性关系,建立了SEF中筋填充高度的预测模型。不同加工参数下的预测筋填充高度表明,可以通过增加SEF中的挤压力、厚度减少率、进给比和滚子攻角来提高筋填充高度。











































 京公网安备 11010802027423号
京公网安备 11010802027423号