当前位置:
X-MOL 学术
›
J. Mater. Sci. Technol.
›
论文详情
Our official English website, www.x-mol.net, welcomes your feedback! (Note: you will need to create a separate account there.)
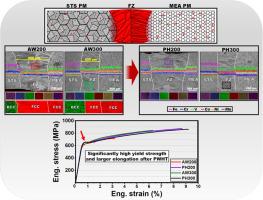
Mechanical response and microstructural evolution of a composite joint fabricated by green laser dissimilar welding of VCoNi medium entropy alloy and 17-4PH stainless steel
Journal of Materials Science & Technology ( IF 11.2 ) Pub Date : 2024-06-28 , DOI: 10.1016/j.jmst.2024.06.017 Hadiseh Esmaeilpoor , Mahdi Aghaahmadi , Hyun Jong Yoo , Chan Woong Park , Tae Jin Jang , Seok Su Sohn , Jeoung Han Kim
Journal of Materials Science & Technology ( IF 11.2 ) Pub Date : 2024-06-28 , DOI: 10.1016/j.jmst.2024.06.017 Hadiseh Esmaeilpoor , Mahdi Aghaahmadi , Hyun Jong Yoo , Chan Woong Park , Tae Jin Jang , Seok Su Sohn , Jeoung Han Kim
|
In engineering structures, the application of advanced alloys, such as the VCoNi medium-entropy alloy (VCoNi-MEA), with remarkable tensile strength (> 1 GPa) and superior ductility necessitates the employment of dissimilar joints. This study pioneers the dissimilar joining of VCoNi-MEA and 17–4 precipitation hardening stainless steel (17–4PH STS) using state-of-the-art green laser beam welding (LBW). To evaluate and optimize the experimental parameters, two welding speeds (200 and 300 mm/s) along with post-weld heat treatment (PWHT) were incorporated. High-quality welded joints with a single-phase face-centered cubic (FCC) structure in the fusion zone (FZ), minimal precipitates (< 1.6 %), and no visible cracks were successfully created. The LBW process demonstrated effective low-heat input characteristics, evident from a considerably narrow heat-affected zone (HAZ). Control over FZ width and grain size was achieved, measuring 600 and 112 μm at low welding speed and 250 and 49 μm at high welding speed, respectively, significantly lower than previous studies. A remarkably high yield strength (YS) of ∼620 MPa and ultimate tensile strength (UTS) up to 845 MPa were observed in the as-welded conditions, improving to ∼645 and 875 MPa, respectively, after PWHT. This enhancement in mechanical properties is primarily attributed to lattice friction induced by V addition. PWHT also improved joint ductility, increasing from 3.5 % to 8.6 % (low-speed) and from 6.3 % to 9.2 % (high-speed). The reduction in crystallographic orientation achieved using a higher welding speed and PWHT emerged as a major reason for improved mechanical properties. Slip-based deformation mechanisms dominated across all conditions, featuring crystallographically aligned slip bands. Interactions between existing and additional slip bands formed a dense dislocation network crucial for enhanced elongation after PWHT. Thermodynamic parameters elucidating phase stability in the observed FZs and contributions to superior YS were calculated and comprehensively discussed.
中文翻译:

VCoNi中熵合金与17-4PH不锈钢绿色激光异种焊接复合材料接头的力学响应和微观结构演变
在工程结构中,先进合金的应用,如VCoNi中熵合金(VCoNi-MEA),具有显着的拉伸强度(> 1 GPa)和优越的延展性,需要采用异种接头。这项研究开创了使用最先进的绿色激光束焊接 (LBW) 进行 VCoNi-MEA 和 17-4 沉淀硬化不锈钢 (17-4PH STS) 异种连接的先河。为了评估和优化实验参数,采用了两种焊接速度(200 和 300 mm/s)以及焊后热处理 (PWHT)。成功创建了高质量焊接接头,其熔合区 (FZ) 具有单相面心立方 (FCC) 结构、析出物最少 (< 1.6 %),且无可见裂纹。 LBW 工艺展示了有效的低热输入特性,这从相当窄的热影响区 (HAZ) 中可以明显看出。实现了对 FZ 宽度和晶粒尺寸的控制,在低焊接速度下测量为 600 和 112 μm,在高焊接速度下分别测量为 250 和 49 μm,显着低于以前的研究。在焊接条件下观察到非常高的屈服强度 (YS) ~620 MPa 和极限拉伸强度 (UTS) 高达 845 MPa,在焊后热处理后分别提高到~645 和 875 MPa。机械性能的增强主要归因于添加 V 引起的晶格摩擦。 PWHT 还提高了接头延展性,从 3.5% 增加到 8.6%(低速),从 6.3% 增加到 9.2%(高速)。使用更高的焊接速度和焊后热处理(PWHT)实现的晶体取向的降低成为改善机械性能的主要原因。基于滑移的变形机制在所有条件下都占主导地位,具有晶体学排列的滑移带。 现有滑带和附加滑带之间的相互作用形成了密集的位错网络,这对于提高焊后热处理后的伸长率至关重要。计算并全面讨论了阐明观察到的 FZ 中的相稳定性以及对优异 YS 的贡献的热力学参数。
更新日期:2024-06-28
中文翻译:
VCoNi中熵合金与17-4PH不锈钢绿色激光异种焊接复合材料接头的力学响应和微观结构演变
在工程结构中,先进合金的应用,如VCoNi中熵合金(VCoNi-MEA),具有显着的拉伸强度(> 1 GPa)和优越的延展性,需要采用异种接头。这项研究开创了使用最先进的绿色激光束焊接 (LBW) 进行 VCoNi-MEA 和 17-4 沉淀硬化不锈钢 (17-4PH STS) 异种连接的先河。为了评估和优化实验参数,采用了两种焊接速度(200 和 300 mm/s)以及焊后热处理 (PWHT)。成功创建了高质量焊接接头,其熔合区 (FZ) 具有单相面心立方 (FCC) 结构、析出物最少 (< 1.6 %),且无可见裂纹。 LBW 工艺展示了有效的低热输入特性,这从相当窄的热影响区 (HAZ) 中可以明显看出。实现了对 FZ 宽度和晶粒尺寸的控制,在低焊接速度下测量为 600 和 112 μm,在高焊接速度下分别测量为 250 和 49 μm,显着低于以前的研究。在焊接条件下观察到非常高的屈服强度 (YS) ~620 MPa 和极限拉伸强度 (UTS) 高达 845 MPa,在焊后热处理后分别提高到~645 和 875 MPa。机械性能的增强主要归因于添加 V 引起的晶格摩擦。 PWHT 还提高了接头延展性,从 3.5% 增加到 8.6%(低速),从 6.3% 增加到 9.2%(高速)。使用更高的焊接速度和焊后热处理(PWHT)实现的晶体取向的降低成为改善机械性能的主要原因。基于滑移的变形机制在所有条件下都占主导地位,具有晶体学排列的滑移带。 现有滑带和附加滑带之间的相互作用形成了密集的位错网络,这对于提高焊后热处理后的伸长率至关重要。计算并全面讨论了阐明观察到的 FZ 中的相稳定性以及对优异 YS 的贡献的热力学参数。















































 京公网安备 11010802027423号
京公网安备 11010802027423号