当前位置:
X-MOL 学术
›
Int. J. Mach. Tool Manu.
›
论文详情
Our official English website, www.x-mol.net, welcomes your feedback! (Note: you will need to create a separate account there.)
On wear of TiAlN coated tools with and without NbN overlayer in machining titanium alloys
International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2024-03-21 , DOI: 10.1016/j.ijmachtools.2024.104148 Rebecka Lindvall , Filip Lenrick , Jon M. Andersson , Rachid M'Saoubi , Volodymyr Bushlya
International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2024-03-21 , DOI: 10.1016/j.ijmachtools.2024.104148 Rebecka Lindvall , Filip Lenrick , Jon M. Andersson , Rachid M'Saoubi , Volodymyr Bushlya
|
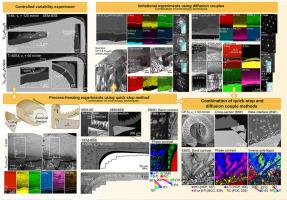
Finding a wear resistant coating for cemented carbide cutting tools in the machining of difficult to cut Ti alloys is a challenge due to their high strength and chemical reactivity. Tool manufacturers recommend physical vapor deposited (PVD) TiAlN (x = 0.4–0.7), and an extra NbN overlayer has shown promising potential. This study explores wear mechanisms of PVD TiAlN with and without NbN overlayer and its WC-Co substrate in machining Ti alloys. To achieve an accurate understanding of tool-chip-workpiece interaction and related wear mechanisms, several approaches were employed. Tests with controlled variation of cutting speeds were complemented by process freezing experiments using the quick stop method and imitational experiments of diffusion couples. Advanced microscopy techniques were employed for accurate detection of wear products and phenomena across length scale. Findings reveal that any new design of coatings for Ti machining must combine both high mechanical integrity and resistance to diffusional dissolution and oxidation. Observed diffusional loss of Al and N from the coating results in a TiN layer which is mechanically weaker than the original coating, while the NbN overlayer reduces the Al diffusion rate, but NbN is subjected to diffusional dissolution itself. On dissolution, Nb stabilizes β-Ti and thus facilitating loss of Al, but the observed formation of intermetallic NbAl at the NbN–Ti interface works as a diffusion barrier. However, brittle NbAl can be more easily removed during machining. It was found that the coating retains longest on the edge line and protects the tool edge from failure because substrate cemented carbide wears at a faster rate than the coating with outward diffusion of C from WC grains and Co binder.
中文翻译:

钛合金加工中带 NbN 涂层和不带 NbN 涂层的 TiAlN 涂层刀具的磨损研究
由于其高强度和化学反应性,在加工难切削钛合金时为硬质合金切削刀具寻找耐磨涂层是一项挑战。工具制造商推荐物理气相沉积 (PVD) TiAlN (x = 0.4–0.7),并且额外的 NbN 覆盖层已显示出巨大的潜力。本研究探讨了具有和不具有 NbN 覆盖层的 PVD TiAlN 及其 WC-Co 基体在加工钛合金时的磨损机制。为了准确理解刀具-芯片-工件相互作用和相关磨损机制,采用了多种方法。通过使用快速停止方法的过程冻结实验和扩散偶的模拟实验来补充切削速度受控变化的测试。采用先进的显微镜技术来准确检测整个长度范围内的磨损产物和现象。研究结果表明,任何用于钛加工的涂层的新设计都必须结合高机械完整性和抗扩散溶解和氧化能力。观察到涂层中 Al 和 N 的扩散损失导致 TiN 层的机械强度比原始涂层弱,而 NbN 覆盖层降低了 Al 扩散速率,但 NbN 本身会发生扩散溶解。在溶解时,Nb 稳定 β-Ti,从而促进 Al 的损失,但在 NbN-Ti 界面处观察到的金属间化合物 NbAl 的形成起到了扩散势垒的作用。然而,脆性的 NbAl 在机械加工过程中可以更容易地去除。研究发现,涂层在刀刃线上的保留时间最长,并可保护刀具刀刃免遭失效,因为基体硬质合金的磨损速度比涂层更快,且碳从 WC 晶粒和 Co 粘合剂中向外扩散。
更新日期:2024-03-21
中文翻译:
钛合金加工中带 NbN 涂层和不带 NbN 涂层的 TiAlN 涂层刀具的磨损研究
由于其高强度和化学反应性,在加工难切削钛合金时为硬质合金切削刀具寻找耐磨涂层是一项挑战。工具制造商推荐物理气相沉积 (PVD) TiAlN (x = 0.4–0.7),并且额外的 NbN 覆盖层已显示出巨大的潜力。本研究探讨了具有和不具有 NbN 覆盖层的 PVD TiAlN 及其 WC-Co 基体在加工钛合金时的磨损机制。为了准确理解刀具-芯片-工件相互作用和相关磨损机制,采用了多种方法。通过使用快速停止方法的过程冻结实验和扩散偶的模拟实验来补充切削速度受控变化的测试。采用先进的显微镜技术来准确检测整个长度范围内的磨损产物和现象。研究结果表明,任何用于钛加工的涂层的新设计都必须结合高机械完整性和抗扩散溶解和氧化能力。观察到涂层中 Al 和 N 的扩散损失导致 TiN 层的机械强度比原始涂层弱,而 NbN 覆盖层降低了 Al 扩散速率,但 NbN 本身会发生扩散溶解。在溶解时,Nb 稳定 β-Ti,从而促进 Al 的损失,但在 NbN-Ti 界面处观察到的金属间化合物 NbAl 的形成起到了扩散势垒的作用。然而,脆性的 NbAl 在机械加工过程中可以更容易地去除。研究发现,涂层在刀刃线上的保留时间最长,并可保护刀具刀刃免遭失效,因为基体硬质合金的磨损速度比涂层更快,且碳从 WC 晶粒和 Co 粘合剂中向外扩散。











































 京公网安备 11010802027423号
京公网安备 11010802027423号