当前位置:
X-MOL 学术
›
Int. J. Mach. Tool Manu.
›
论文详情
Our official English website, www.x-mol.net, welcomes your feedback! (Note: you will need to create a separate account there.)
Concurrent process and feedrate scheduling with convoluted basis functions and its application to fluid jet polishing
International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2024-02-29 , DOI: 10.1016/j.ijmachtools.2024.104135 Shuntaro Yamato , Burak Sencer , Anthony Beaucamp
International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2024-02-29 , DOI: 10.1016/j.ijmachtools.2024.104135 Shuntaro Yamato , Burak Sencer , Anthony Beaucamp
|
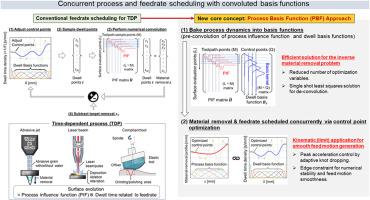
Non-traditional laser and fluid jet processes exhibit time-dependent material removal characteristics. The feedrate profile must be planned carefully along the toolpath for accurate surface profile generation while ensuring that the kinematic limits of machine tools are not violated. Conventional methods iteratively solve a deconvolution/convolution problem on the dwell-time density (reciprocal of the feedrate profile) that is computationally heavy, may leave significant residual processing errors, and even generate infeasible feed profiles with the manufacturing equipment. This paper proposes a novel approach that fully addresses the shortcomings above. Dwell-time density is first expressed as a continuous B-spline profile. The associated dwell basis functions (DBF) are convolved with the process influence function (PIF) to generate new process basis functions (PBF). This approach conveniently allows the posing of the problem as a concurrent linear least-squares problem on the control points shared by the DBFs and PBFs while ensuring the numerical stability of the solution and smoothness of the feed profile. To mitigate excessive acceleration peaks and any ringing effect around the edges of the toolpath, this paper also presents methodologies for stabilizing the scheduled feedrate profile by introducing knot vector adjustments (adaptive knot dropping) and linear edge constraints. The effectiveness of the proposed method is demonstrated and validated through simulation case studies and experimentally in fluid jet processing of precision optics. Results indicate that the proposed technique overcomes the limitations of conventional strategies and allows high-frequency surface components beyond the first zero-power frequency of the process footprint to be tracked while still generating a smooth feed profile within the acceleration limits of a machine tool. This ability stems from the localization characteristics associated with the basis functions. By improving the accuracy of high-frequency components, the proposed method exhibits the potential to fabricate topographies with sharper edges, which has been a challenge for conventional techniques.
中文翻译:

具有卷积基函数的并行工艺和进给率调度及其在流体喷射抛光中的应用
非传统激光和流体喷射工艺表现出与时间相关的材料去除特性。必须沿着刀具路径仔细规划进给率轮廓,以生成准确的表面轮廓,同时确保不违反机床的运动学限制。传统方法迭代地解决驻留时间密度(进给率曲线的倒数)上的反卷积/卷积问题,计算量很大,可能会留下显着的残余加工误差,甚至用制造设备生成不可行的进给曲线。本文提出了一种完全解决上述缺点的新颖方法。停留时间密度首先表示为连续 B 样条曲线。相关的驻留基函数 (DBF) 与过程影响函数 (PIF) 进行卷积,以生成新的过程基函数 (PBF)。这种方法可以方便地将问题提出为 DBF 和 PBF 共享的控制点上的并发线性最小二乘问题,同时确保解的数值稳定性和进给曲线的平滑性。为了减轻过度的加速度峰值和刀具路径边缘周围的任何振铃效应,本文还提出了通过引入结向量调整(自适应结丢弃)和线性边缘约束来稳定预定进给率曲线的方法。通过模拟案例研究和精密光学流体喷射加工实验证明和验证了所提出方法的有效性。结果表明,所提出的技术克服了传统策略的局限性,并允许跟踪超出工艺足迹的第一个零功率频率的高频表面分量,同时仍然在机床的加速度限制内生成平滑的进给轮廓。这种能力源于与基函数相关的定位特征。通过提高高频元件的精度,所提出的方法展现了制造具有更锐利边缘的形貌的潜力,这对传统技术来说是一个挑战。
更新日期:2024-02-29
中文翻译:
具有卷积基函数的并行工艺和进给率调度及其在流体喷射抛光中的应用
非传统激光和流体喷射工艺表现出与时间相关的材料去除特性。必须沿着刀具路径仔细规划进给率轮廓,以生成准确的表面轮廓,同时确保不违反机床的运动学限制。传统方法迭代地解决驻留时间密度(进给率曲线的倒数)上的反卷积/卷积问题,计算量很大,可能会留下显着的残余加工误差,甚至用制造设备生成不可行的进给曲线。本文提出了一种完全解决上述缺点的新颖方法。停留时间密度首先表示为连续 B 样条曲线。相关的驻留基函数 (DBF) 与过程影响函数 (PIF) 进行卷积,以生成新的过程基函数 (PBF)。这种方法可以方便地将问题提出为 DBF 和 PBF 共享的控制点上的并发线性最小二乘问题,同时确保解的数值稳定性和进给曲线的平滑性。为了减轻过度的加速度峰值和刀具路径边缘周围的任何振铃效应,本文还提出了通过引入结向量调整(自适应结丢弃)和线性边缘约束来稳定预定进给率曲线的方法。通过模拟案例研究和精密光学流体喷射加工实验证明和验证了所提出方法的有效性。结果表明,所提出的技术克服了传统策略的局限性,并允许跟踪超出工艺足迹的第一个零功率频率的高频表面分量,同时仍然在机床的加速度限制内生成平滑的进给轮廓。这种能力源于与基函数相关的定位特征。通过提高高频元件的精度,所提出的方法展现了制造具有更锐利边缘的形貌的潜力,这对传统技术来说是一个挑战。











































 京公网安备 11010802027423号
京公网安备 11010802027423号