Welding in the World ( IF 2.4 ) Pub Date : 2023-03-10 , DOI: 10.1007/s40194-023-01500-y Markus Omlor , Niklas Seitz , Tom Butzmann , Tobias Petrich , Rolf Gräf , Ann-Christin Hesse , Klaus Dilger
|
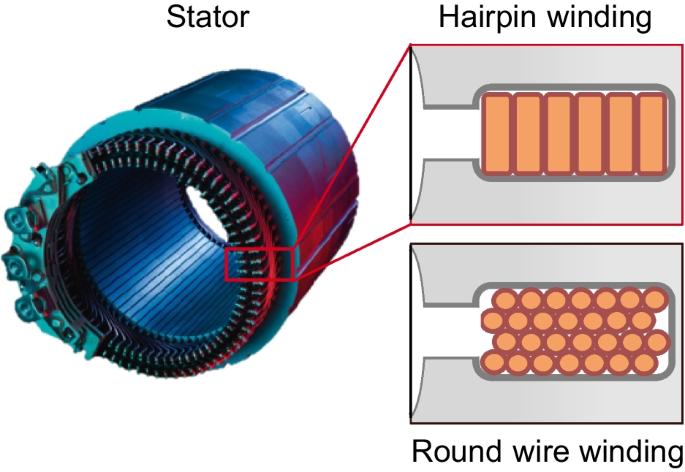
The relevance of electric drives in individual mobility is continuously increasing. This requires the use of new manufacturing processes in automotive production. In modern stators, the so-called hairpin winding is used. The production process entails rectangular copper conductors (hairpin) to be contacted by laser beam welding. To avoid temperature peaks due to resistance heating in the current-carrying wire, a high cross-sectional area in the welding seam is required. Therefore, the pore volume must be considered. This is proven by thermographic investigations of electrically stressed hairpin connections. To optimize the welding process, effects of the previous manufacturing steps and the welding parameters themselves must be taken into account. This paper analyses systematically the impact of all translational and rotational deviations on the corresponding welding quality. The tests are performed by using a disk laser. A laser spot with a focus diameter of 170 μm is compared to a statically shaped beam, capable of distributing power in core and ring beam. As an additional parameter, the influence of oxygen content in the copper wire is investigated by using electrolytic tough pitch copper (Cu-ETP) and oxygen-free copper (Cu-OF). Furthermore, the interaction between an additional cutting step before contacting and the welding path is considered. X-ray computed tomography (CT) is used to analyse the welding quality. The main finding of the studies is the significant influence of the gap and height offset between the wire ends on the resulting cross-sectional area. In addition, a low oxygen content of the copper and the use of static beam shaping reduce weld spatters, porosity and increase process stability. Three geometries in the welding path perform better in gap bridging and cause less spatters.
中文翻译:
电传动发夹绕组激光束焊接质量特性及输入参数分析
电力驱动在个人出行中的相关性不断增加。这需要在汽车生产中使用新的制造工艺。在现代定子中,使用了所谓的发夹绕组。生产过程需要通过激光束焊接接触矩形铜导体(发夹)。为避免载流导线中的电阻加热导致温度峰值,焊缝中需要较大的横截面积。因此,必须考虑孔体积。电应力发夹连接的热成像研究证明了这一点。为了优化焊接工艺,必须考虑先前制造步骤的影响和焊接参数本身。本文系统地分析了所有平移和旋转偏差对相应焊接质量的影响。这些测试是通过使用盘式激光器进行的。将焦点直径为 170 μm 的激光光斑与静态整形光束进行比较,能够在核心光束和环形光束中分配功率。作为附加参数,使用电解韧铜 (Cu-ETP) 和无氧铜 (Cu-OF) 研究了铜线中氧含量的影响。此外,还考虑了接触前的附加切割步骤与焊接路径之间的相互作用。X 射线计算机断层扫描 (CT) 用于分析焊接质量。研究的主要发现是线端之间的间隙和高度偏移对所得横截面积的显着影响。此外,铜的低氧含量和静态光束整形的使用减少了焊接飞溅、孔隙率并提高了工艺稳定性。焊接路径中的三种几何形状在间隙桥接方面表现更好,飞溅更少。
































 京公网安备 11010802027423号
京公网安备 11010802027423号