Journal of the Taiwan Institute of Chemical Engineers ( IF 5.5 ) Pub Date : 2022-07-30 , DOI: 10.1016/j.jtice.2022.104465 Nan Wang , Yunhan Jin , Tao Huang , Jiancheng Zhou , Yiwei Zhang , Naixu Li
|
Background
The combination of flow chemistry and microreactor technology is emerging in the modern chemical industry. It can link chemical engineering, organic synthesis, and green chemistry, which provides a safety guarantee for dangerous chemical processes.
Method
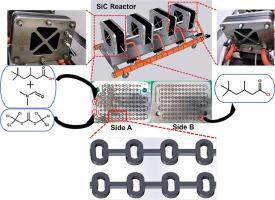
In view of the advantages of continuous flow synthesis, a more efficient method for the synthesis of 3,5,5-trimethylhexanoyl chloride from triphosgene and 3,5,5-trimethylhexanoic acid catalyzed by N, N-dimethylformamide was obtained by using silicon carbide microreactor, which was reported for the first time. Computational fluid dynamics (CFD) simulation of single-phase flow in an advanced microreactor was carried out with OpenFOAM software. The flow lines, lag zone, velocity distribution, pressure field, and residence time distribution (RTD) were obtained at different flow rates (5–100 mL/min).
Significant findings
A continuous flow process for the 3,5,5-trimethylhexanoyl chloride with a 91% isolated yield has been reported. Triphosgene and 3,5,5-trimethylhexanoic acid were used as starting materials to achieve excellent results in the silicon carbide flow reactor, which could tolerate the corrosion of chloride ions at 55 ℃ and 0.8 MPa. In the continuous flow process, based upon the cyclic feed reaction method, the product was obtained with sufficiently high 3,5,5-trimethylhexanoic acid conversion (> 99%) and product 3,5,5-trimethylhexanoyl chloride selectivity (95%). The throughput reached 0.35 kg/h, and the purity of the final product was greater than 90% by distillation, which was in accordance with the needs of production. This new process using more polar tetrahydrofuran as the solvent was time- and cost-effective, and the obtained product had a higher yield, brighter color, and less impurity. With the increase of the flow velocity, the stagnation area and the swirling intensity increased slightly, but the velocity and pressure distribution in each mixing unit were relatively uniform. Additionally, the reactor had symmetric RTDs at all flow rates. Due to the larger flow rate, the Peclet number was increased and the axial dispersion was reduced, with the result of a narrower RTD curve.
中文翻译:
3,5,5-三甲基己酰氯的连续生产和先进流反应器中单相流的 CFD 模拟
背景
流动化学与微反应器技术的结合正在现代化学工业中兴起。它可以链接化学工程、有机合成和绿色化学,为危险的化学过程提供安全保障。
方法
鉴于连续流动合成的优势,采用碳化硅获得了一种更高效的三光气和3,5,5-三甲基己酸在N,N-二甲基甲酰胺催化下合成3,5,5-三甲基己酰氯的方法。首次报道的微反应器。使用 OpenFOAM 软件对先进微反应器中的单相流进行计算流体动力学 (CFD) 模拟。流线、滞后区、速度分布、压力场和停留时间分布 (RTD) 在不同流速 (5–100 mL/min) 下获得。
重要发现
已经报道了 3,5,5-三甲基己酰氯的连续流动工艺,分离产率为 91%。以三光气和3,5,5-三甲基己酸为起始原料,在碳化硅流动反应器中取得了优异的效果,可耐受55 ℃和0.8 MPa的氯离子腐蚀。在连续流工艺中,基于循环进料反应法,获得了足够高的3,5,5-三甲基己酸转化率(> 99%)和产物3,5,5-三甲基己酰氯选择性(95%)的产物. 处理量达到0.35kg/h,经精馏,最终产品纯度大于90%,符合生产需要。这种使用极性更强的四氢呋喃作为溶剂的新工艺具有时间和成本效益,所得产品收率高,色泽鲜艳,杂质少。随着流速的增加,滞流面积和涡流强度略有增加,但各混合单元内的流速和压力分布比较均匀。此外,反应器在所有流速下都具有对称的 RTD。由于流速较大,Peclet 数增加,轴向色散减小,RTD 曲线变窄。






























 京公网安备 11010802027423号
京公网安备 11010802027423号