当前位置:
X-MOL 学术
›
J. Mater. Process. Tech.
›
论文详情
Our official English website, www.x-mol.net, welcomes your
feedback! (Note: you will need to create a separate account there.)
Flange compression using stepped punch for forming extremely deep cup with flange from aluminum alloy sheet
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2021-02-01 , DOI: 10.1016/j.jmatprotec.2020.116835 Shohei Kajikawa , Takashi Kuboki , Takashi Iizuka
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2021-02-01 , DOI: 10.1016/j.jmatprotec.2020.116835 Shohei Kajikawa , Takashi Kuboki , Takashi Iizuka
|
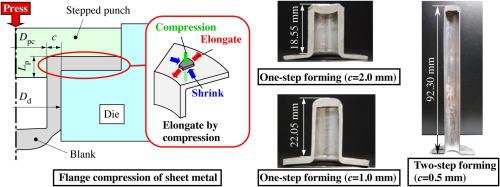
Abstract This paper presents a method of flange compression using a stepped punch and die for effective production of an extremely deep cup with a flange from sheet metal. The proposed method was composed of initial stretching and flange compression, and fracture was prevented during the flange compression as the blank elongates by only compressive force. Optimum forming parameters, which are stepped lengths of the punch and clearance between the punch and the die, were investigated by finite element analyses and experiments. It was possible to produce a deep cup with uniform side wall thickness, which length-to-diameter ratio was 2.00, by the optimization of the forming parameters. In addition, two-step forming, which uses two punches, was proposed for producing an extremely deep cup with a thinner side wall. As a result, the deep cup, which length-to-diameter ratio was 9.23, was obtained.
中文翻译:

使用阶梯式冲头进行法兰压缩,用铝合金板形成带法兰的极深杯
摘要 本文介绍了一种使用阶梯式冲头和模具的法兰压缩方法,以有效地生产带有金属板法兰的极深杯。所提出的方法由初始拉伸和法兰压缩组成,并且在法兰压缩过程中防止断裂,因为毛坯仅通过压缩力伸长。通过有限元分析和实验研究了最佳成形参数,即冲头的阶梯长度和冲头与模具之间的间隙。通过成形参数的优化,可以生产出侧壁厚度均匀、长径比为2.00的深杯。此外,还提出了使用两个冲头的两步成型来生产具有更薄侧壁的极深杯。结果,深杯,
更新日期:2021-02-01
中文翻译:
使用阶梯式冲头进行法兰压缩,用铝合金板形成带法兰的极深杯
摘要 本文介绍了一种使用阶梯式冲头和模具的法兰压缩方法,以有效地生产带有金属板法兰的极深杯。所提出的方法由初始拉伸和法兰压缩组成,并且在法兰压缩过程中防止断裂,因为毛坯仅通过压缩力伸长。通过有限元分析和实验研究了最佳成形参数,即冲头的阶梯长度和冲头与模具之间的间隙。通过成形参数的优化,可以生产出侧壁厚度均匀、长径比为2.00的深杯。此外,还提出了使用两个冲头的两步成型来生产具有更薄侧壁的极深杯。结果,深杯,




























 京公网安备 11010802027423号
京公网安备 11010802027423号