Journal of Manufacturing Processes ( IF 6.1 ) Pub Date : 2023-09-02 , DOI: 10.1016/j.jmapro.2023.08.033 Ruoxiang Gao , Peng Zhao , Jun Xie , Hao Chen , Xiaolong Jiao , Ningdi Zhu , Yuhong Chen , Jianzhong Fu
|
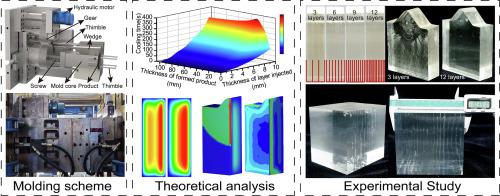
Injection-molded polymer optical products have been widely used for their excellent comprehensive properties. However, these products often suffer from deformation during the molding process due to the inherent shrinkage properties of polymer, which is typical defects for large-thickness products. The challenges are further compounded when considering the optical performance, as large-thickness products experience complex historical thermal field changes. Multilayer injection molding was proposed to meet the requirements of products with large thickness dimensions. In this study, the principles of multilayer injection molding were studied. A novel multilayer injection mold capable of sequentially molding products of any desired thickness was designed. The cooling time setting scheme associated with the layering scheme was proposed. Effects of layering scheme on shrinkage and birefringence of multilayer injection molding was investigated. Results show that bidirectional injection can reduce shrinkage deformation by 26.5 % compared to unidirectional injection. A layer thickness of 5 mm ensures low shrinkage and birefringence with the shortest molding cycle. Subsequently, the effects of mold temperature, melt temperature, cooling time and packing pressure were analyzed by orthogonal experiment. Results indicate that cooling time had the greatest impact on both shrinkage and birefringence. Through optimization, shrinkage and birefringence of the samples could be reduced by 20.0 % and 8.3 %, respectively. Finally, an ultra-thick-walled product with a thickness of 100 mm was successfully molded. This will help the development of injection molding of thick-walled polymer optical products.
中文翻译:
厚壁高分子光学制品多层注塑成型研究
注塑聚合物光学产品以其优异的综合性能而得到广泛应用。然而,由于聚合物固有的收缩特性,这些产品在成型过程中常常会发生变形,这是大厚度产品的典型缺陷。当考虑光学性能时,挑战会更加复杂,因为大厚度产品会经历复杂的历史热场变化。为了满足大厚度尺寸制品的要求,提出了多层注塑成型。在这项研究中,研究了多层注射成型的原理。设计了一种新型多层注塑模具,能够顺序成型任何所需厚度的产品。提出了与分层方案相关的冷却时间设置方案。研究了分层方案对多层注射成型收缩率和双折射的影响。结果表明,与单向注射相比,双向注射可减少收缩变形26.5%。5 毫米的层厚可确保低收缩率和双折射,同时成型周期最短。随后,通过正交实验分析了模具温度、熔体温度、冷却时间和保压压力的影响。结果表明,冷却时间对收缩率和双折射率的影响最大。通过优化,样品的收缩率和双折射率分别降低了20.0%和8.3%。最终成功成型厚度为100毫米的超厚壁产品。




















































 京公网安备 11010802027423号
京公网安备 11010802027423号