Minerals Engineering ( IF 4.9 ) Pub Date : 2022-08-08 , DOI: 10.1016/j.mineng.2022.107762 Abdelilah El-bouazzaoui , Yassine Ait-khouia , Aurélie Chopard , Isabelle Demers , Mostafa Benzaazoua
|
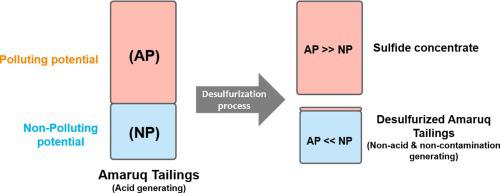
This research examined the the desulfurization of tailings from the Amaruq mine at a laboratory scale using froth flotation. Optimization of the flotation process was carried out by testing the conventional potassium amyl-xanthate collector (PAX) and three alternative collectors from the mercaptobenzothiazole (MBT) and dithiophosphate (DTP) families. The main goal was to assess the efficiency of the desulfurization process as a sustainable tailings management approach to prevent contaminated mine drainage generation. Mineralogical characterization of the Amaruq tailings using automated scanning microscopy (QEMSCAN®) revealed that the total sulfide and carbonate contents were about 8 wt% and 3 wt%, respectively; 63.39 % of the sulfur occurred as pyrrhotite, 30.17 % as pyrite, 3.63 % as gersdorffite, and 2.61 % as arsenopyrite. To compare the collector flotation yields, response surface methodology (RSM) was used for statistical design, analysis, and modelling of froth flotation experiments using three key-parameters: pH, activator (CuSO4) dosage, and collector dosage. Four quadratic mathematical models were developed for each collector to calculate sulfide recovery. Variance analysis (ANOVA) revealed that the factors that most affected sulfide recovery were collector type/dosage and pH. Process optimization yielded a maximum sulfide recovery of 96.73 % using 300 g/t PAX and 300 g/t CuSO4 at pH 11. A similar recovery of 95.83 % was achieved using an MBT-MTP based collector under the same conditions. The maximum recovery obtained using MTP and MTP-DTP based collectors while operating at optimal conditions (alkaline pH and maximum collector dosage at 350 g/t) was 88.65 %. The desulfurization process succeeded in decreasing the sulfur content in the tailings to<0.11 wt%. The final tailings were not acid-forming, as confirmed by the acid-base accounting (ABA) and net acid generation (NAG) static tests, compared to the highly acid-forming feed samples. Kinetic testing on the benign desulfurized tailings was also performed to predict and validate their acid generating potential, as well as their contaminant release rates (particularly As, Ni, Cu, Fe, and Zn). The Amaruq desulfurized material did not present any significant risk of contaminated mine drainage generation, and the leached contaminants did not exceed the criteria set by Quebec provincial legislation.
中文翻译:
使用泡沫浮选对尾矿进行环境脱硫:以 Amaruq 矿为例(加拿大努纳武特)
这项研究在实验室规模上使用泡沫浮选检查了 Amaruq 矿山尾矿的脱硫。通过测试传统的戊基黄原酸钾捕收剂 (PAX) 以及来自巯基苯并噻唑 (MBT) 和二硫代磷酸酯 (DTP) 系列的三种替代捕收剂,对浮选工艺进行了优化。主要目标是评估脱硫过程的效率,作为一种可持续的尾矿管理方法,以防止受污染的矿山排水产生。使用自动扫描显微镜 (QEMSCAN®) 对 Amaruq 尾矿进行矿物学表征表明,硫化物和碳酸盐的总含量分别约为 8 wt% 和 3 wt%;63.39% 的硫以磁黄铁矿的形式出现,30.17% 以黄铁矿的形式出现,3.63% 以gersdorffite 的形式出现,2.61% 以毒砂的形式出现。4)用量、捕收剂用量。为每个收集器开发了四个二次数学模型来计算硫化物回收率。方差分析 (ANOVA) 显示,对硫化物回收率影响最大的因素是捕收剂类型/剂量和 pH。使用 300 g/t PAX 和 300 g/t CuSO 4时,工艺优化产生了 96.73% 的最大硫化物回收率在 pH 值为 11 时。在相同条件下,使用基于 MBT-MTP 的收集器实现了 95.83% 的类似回收率。使用基于 MTP 和 MTP-DTP 的捕收剂在最佳条件下(碱性 pH 和最大捕收剂用量为 350 g/t)获得的最大回收率为 88.65%。脱硫过程成功地将尾矿中的硫含量降低到<0.11 wt%。与高度酸形成的饲料样品相比,酸碱核算 (ABA) 和净酸生成 (NAG) 静态测试证实,最终尾矿不形成酸。还对良性脱硫尾矿进行了动力学测试,以预测和验证其产酸潜力以及污染物释放率(特别是 As、Ni、Cu、Fe 和 Zn)。




























 京公网安备 11010802027423号
京公网安备 11010802027423号